


产品应用更多
联系我们更多>>

地址:南京经济技术开发区恒谊路1号19栋1层
联系人:王总
电话:025-84486072、025-84600601;
手机:13951654323、13705159750
传真:025-84600601
邮箱:njzhoulian@126.com
淬火液的选用
45号钢、调质钢淬火工艺以及淬火液、淬火剂的选用
南京洲联
概述
钢在不同状态下具有不同的机械性能。调质状态下的综台机械性能要比退火、正火的好。在退火和正火状态下,虽然塑性和韧性较高,但强度较低;淬火并低温回火状态的强度虽较高,但塑性和韧性却较低。只有淬火并高温回火状态下的综合机械性能才较好。调质用钢(不论碳钢如45号钢或合金钢)在完全淬透的情况下,经高温回火到相同的硬度时,它们的其他机械性能如强度、塑性和韧性等都差不多。也就是说,如果45钢和40Cr 淬透并回火至同一硬度的话,例如HRC30~35,那么它们的强度、塑性和韧性等都比较好。但是如果不完全淬透的话,即使回火后的硬度与完全淬透后回火的相同,其屈服强度、伸长率、面缩率和冲击值等都要低些,其降低程度随淬透程度的减少而增大。
调质件对淬硬层深度的要求大致有以下三种情况:
1);对工作时整个截面均匀承受载荷的零件,要求心部至少有50%马氏体,重要的零件例如柴油机的连杆与连杆螺栓,甚至要求心部有95%上马氏体。
2);对于某些轴类零件,它们工作时承受弯曲、扭转等复合应力的作用。应力在这类零件截面上的分布是不均匀的,最大应力发生在轴的外缘,而轴的中心受力很小。因此没有必要使零件心部淬透,一般只要求在轴的近外缘3R/4至R/2处能淬硬就行了。但应尽量防止产生游离铁索体,因为它会使钢的机械性能变坏。
3);对于尺寸较大的碳素钢和低合金钢调质件,由于尺寸超过该材料可淬透或淬硬的范围,固这类大件在淬火及高温回火后,不仅不可能得到全部回火索氏体组织,甚至淬火后表层也得不到马氏体,硬度也不高。但是在水中或油中冷却时,沿工件截面上各点的冷速毕竟较空气中冷却(正火)或炉中冷却(退火)时来得大。从钢的奥氏体连续冷却转变曲线看出,大型工件“调质”处理所得的组织较正火或退火的要细致,机械性能相对来说也就比较好。因为这个缘故,许多大件的最终热处理往往选用调质或者是正火+“高温回火”(高温回火的目的主要是去应力)。一般在保证得到零件所要求的机械性能的条件下,最好采用正火+“高温回火”,因为这种方法所产生的内应力较调质小,而且工艺较简单。但当性能要求较高、零件尺寸又太大时,为了避免或减少游离铁素体的析出,则采用调质工艺较合适,处理时防止淬裂。
淬火液的选用
在选用淬火液时应该注意,淬火液的性质稳定、经济性和可靠性要高,以及淬火液的冷却特性要符合调质钢的冷却特性等。不能一味的强调淬火液的特性温度和最大冷速所在温度越高越好,特性温度和最大冷速所在温度高些,对于调质碳素钢等钢种来说是有利的,它符合碳素调质钢如45号钢的冷却特性,却并不完全符合大多数低合金钢调质钢的冷却特性,因此,对于不同的调质钢的种类,要区别的、合理的选择不同冷却特性的淬火介质。
以下的举例应用提供参考
低合金钢调质件的淬火工艺
以35CrMo钢为例
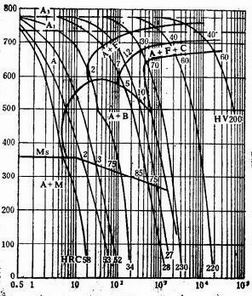
从35CrMo钢的连续冷却转变曲线图分析,若得到完全马氏体组织,在整个冷却过程中,在450~550℃的范围,要求冷速达到最大值,速率刚好大于等于临界点,不和S曲线的鼻尖处相交。在此处冷速越慢,贝氏体组织形成的越多,马氏体组织越少。
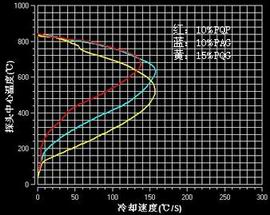
从图中3种不同的淬火液的冷却特性对比可以看出,虽然最大冷速相差不大,冷却速度介于水油之间,但是最大冷速对应的温度不同。对应于35CrMo的S-曲线看,黄色曲线(PQG)最大冷速对应的温度为450~550℃,最符合35CrMo 所需的淬火冷却特性。和另外两种介质相比较,在最大冷速相同时,能够得到更多的马氏体,因此淬火液(PQG),是比较适合油淬不硬、水淬易开裂的30CrMo、35CrMo、42CrMo、40Cr、40mn2、38CrMoAL等大多数调质钢的淬火。
在生产实践中,以材料为42CrMo钢为例,直径为40~50mm的螺栓,淬火工艺用淬火液(PQG)淬火,螺栓心部得到60%以上的马氏体,中心距表面二分之一处得到90%以上的马氏体,经过高温回火后完全达到螺栓所需的机械性能。
在生产中可根据工件的材料、有效直径或厚度、以及淬火感应的要求,可通过浓度的调节,控制450-550℃的冷却速度,以及制定其他热处理工艺来完成淬火目的。
碳素钢
以45号钢的淬火工艺为例
从45号钢的连续冷却转变曲线图分析,若得到完全马氏体,在整个冷却过程中,在600℃左右,要求冷速达到最大值,速率刚好大于等于临界点,不和S曲线的鼻尖处相交。此处冷速越慢,发生铁素体析出或非马氏体组织的形成。
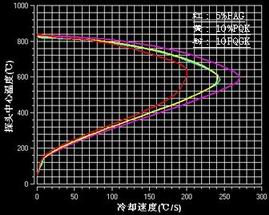

从图中几种淬火液的冷却特性曲线可以看出,最大冷速对应的温度为600℃左右,只是冷却强度不同,都能抑制铁素体析出或非马氏体组织形成,因此都适合45#钢的淬火工艺,并能够得到更多的马氏体组织。
在生产中可根据工件的材料、有效直径或厚度、以及淬火工艺要求,通过浓度的调节,控制600℃左右的冷却速度,以及制定其他热处理工艺来完成淬火目的。
图中几种淬火介质都适用于45号钢、40Mn等低淬透性调质件的淬火,并在生产实践中得到广泛应用。